Case Study | Off-Highway Driveline Manufacturing
Time Study to Lights-Out: Fixture-Led Cell Design That Scales
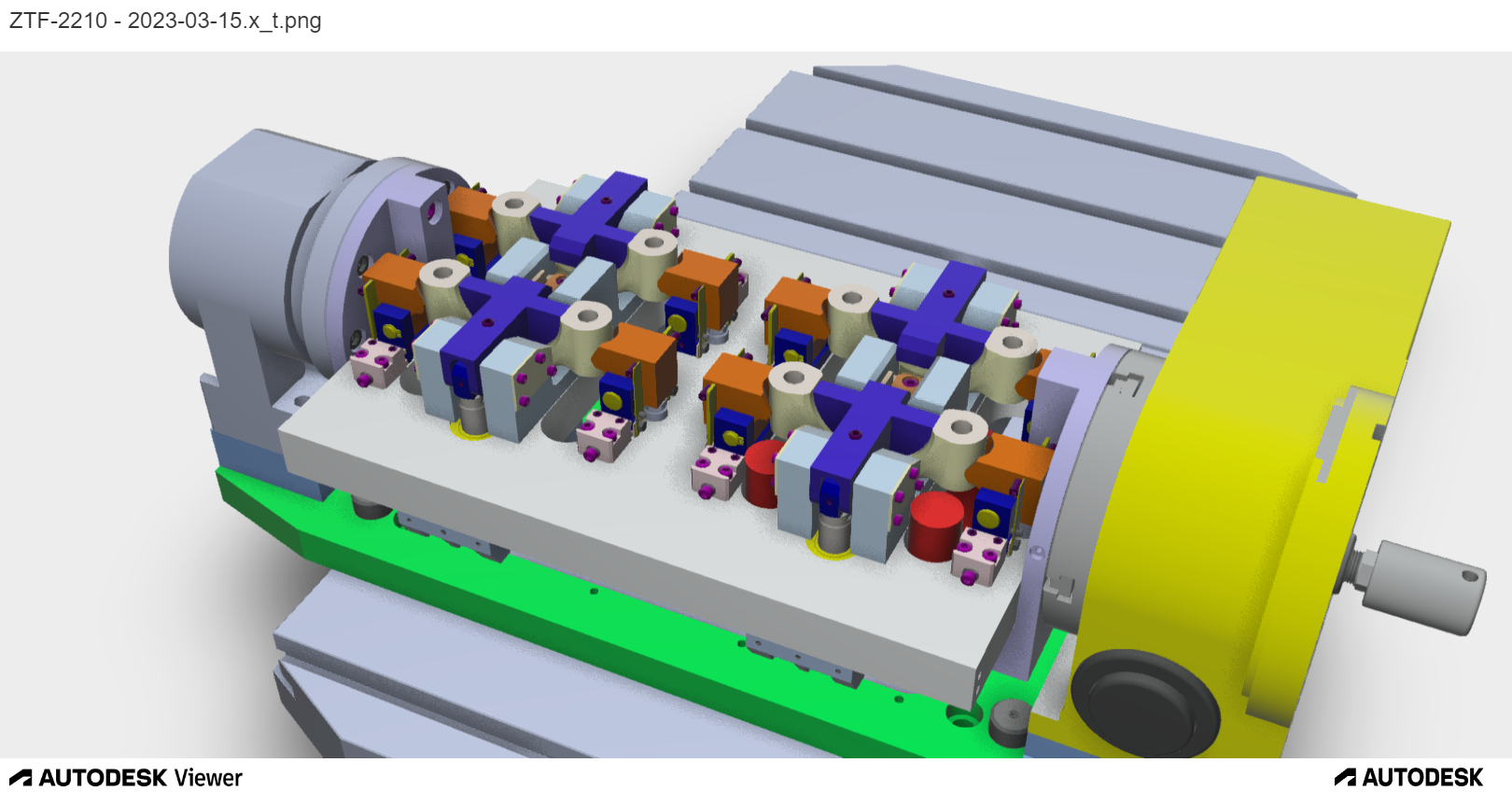
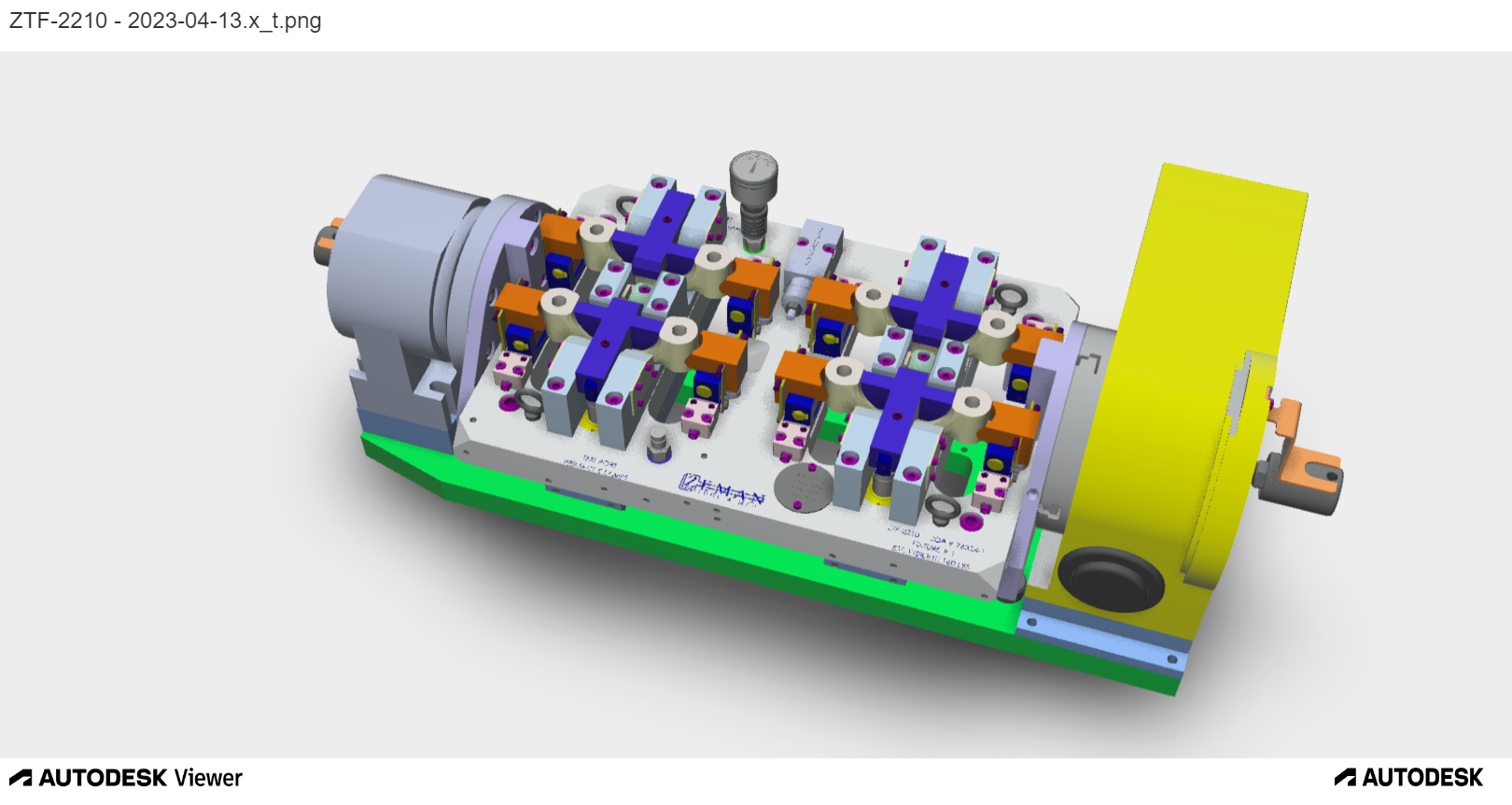
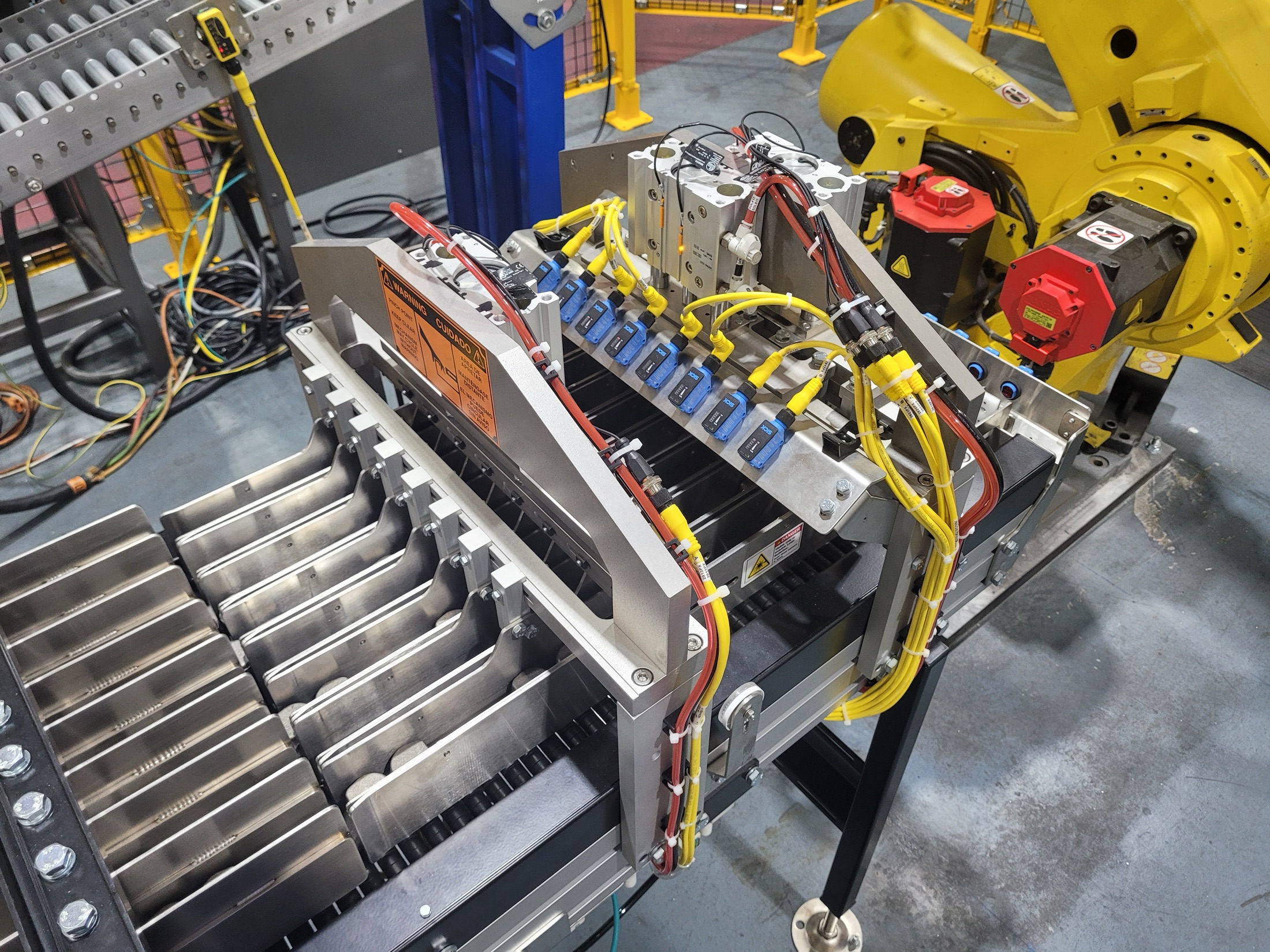
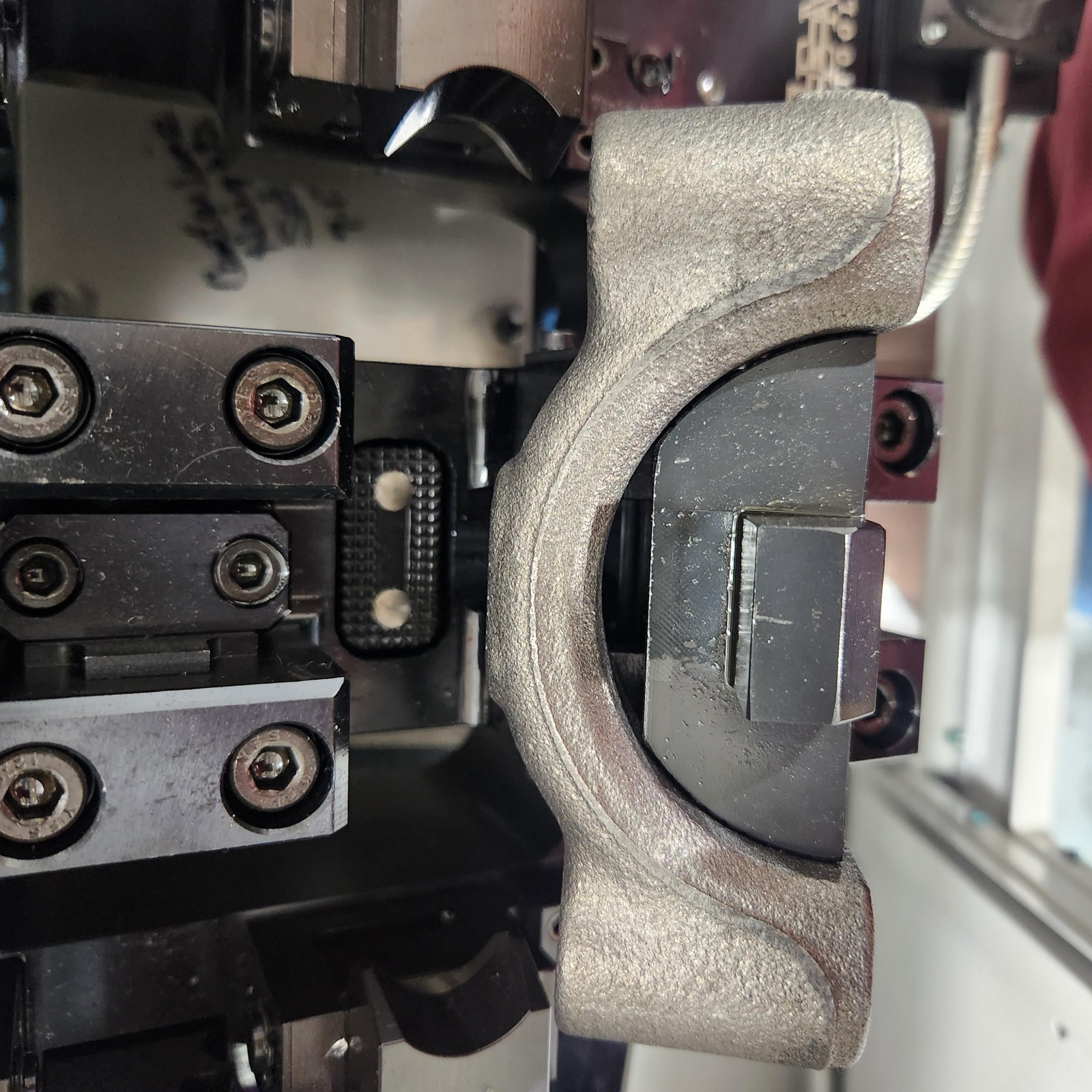
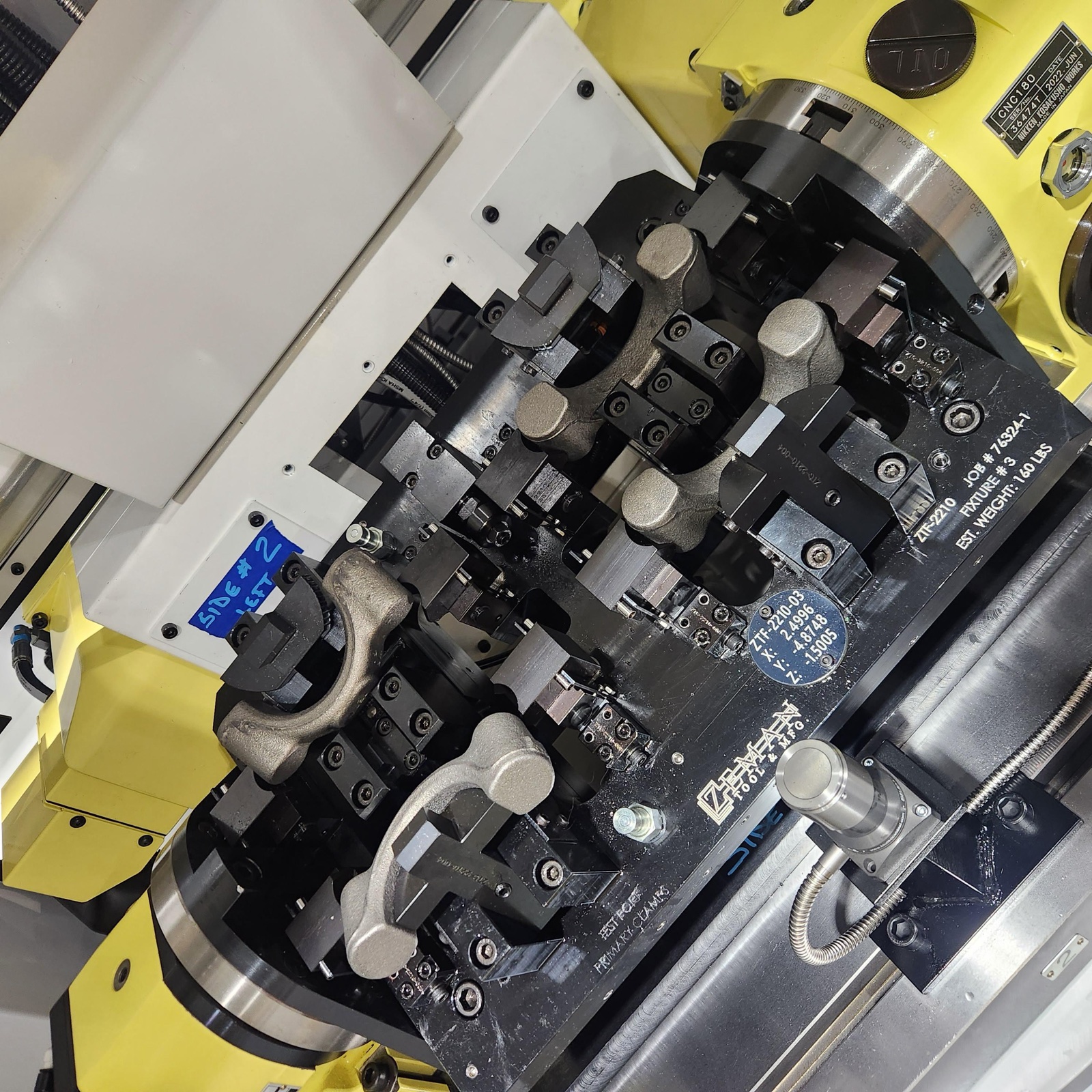
A North American off-highway driveline supplier needed a high-volume machining cell that could hit quota and stay stable through launch changes. Midstates used comparative time-study data, then built the final architecture around one decision: a dual-op look-through rotary fixture that enabled both machining and automation strategy.
Annual Requirement
1.8M parts/year quota support
Efficiency Plan
92% planned line efficiency
Machining Model
Dual-op machining per machine
Delivery Mode
Full turnkey multi-machine cell